欢迎来到深圳市诺亚威科技有限公司官网!

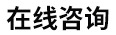
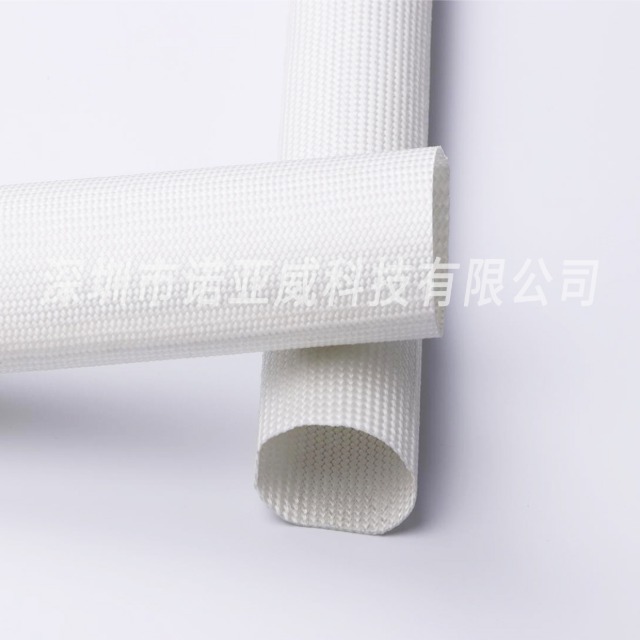
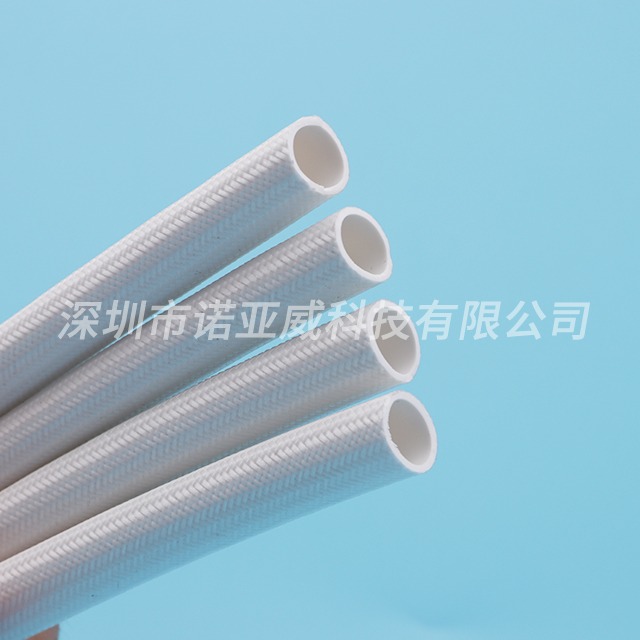
硅树脂玻璃纤维套管由中碱玻璃纤维织成管形后涂浸有机硅树脂,再经高溫解决进行。具备优良的介电气性能及其不错的柔韧度、阻燃等级和耐高温特性。普遍用以电动机、电器产品、电热器材、电子元器件及贝塔射线电缆线的隔热保温、绝缘层等。

生产工艺流程:
硅树脂玻璃纤维套管在塑胶押注成型中的运用
在聚氨酯弹性体押注成型(又叫挤胶成型)或热固性塑料注入成型时,假如制件上含有镶件或是模貝凹模内配有为成型孔而设的型芯,熔化塑胶紧紧围绕这种镶件或型芯流动性充模时,便会在制件送料流交汇处造成熔接线(或叫熔接缝)。若制件的成型模貝有两个之上的入料进胶口,成型时在双股料流的交汇处也会造成熔接线。熔接线所属处的结构力学抗压强度比制件的其他地区低得多。当制件遭受震动、冲击性或是工作温度转变时,制件非常容易从熔接线处产生开裂。有时候即便在一切正常存储标准下制件也会从熔接线处造成裂痕。特别是在针对聚氨酯弹性体而言,当镶件或型芯间距进胶口较远,或是镶件或型芯规格很大时,熔化塑胶绕镶件或型芯流动性的步骤长,其干固反映已开展得较深,原材料的流通性和焊接耐热性较弱。在这里状况下,制件熔接线处的抗压强度更低,因此更便于从熔接线处产生开裂。
商品上的电感基座,是用酚醛树脂玻璃纤维塑胶押注成型的。制件上设立M6x0.5的内螺纹孔,并含有4个金属材料镶件“接线头”。该制件壁较薄,较少处为毫米。压注模内配有成型孔的外螺纹型芯。模貝选用侧进胶口入料,每模抑制成型2件。该制件成型后的一个比较严重疵病便是出模后,及其在构件安装和总安装的时候容易从熔接线处开裂。制件进胶口部位及产生开裂的位置见图为了更好地处理基座零件的开裂难题,曾采用提升模貝进胶口深层和总宽,成型时扩大抑制工作压力,及其降低脱膜剂使用量(在确保不粘模的状况下),在模貝上设立冷料穴等对策,但实际效果均不明显。因此,根据实验,押注成型时在模貝螺纹型芯上改装了历经脲醛树脂预浸解决的玻璃纤维套管,使之在成型后与制件变成一体,解决了制件从熔接线处开裂的难题。
硅树脂玻璃纤维套管以及解决方式
硅树脂玻璃纤维套管解决先将玻璃纤维套管放进烘干箱,在70℃隔热保温1h,随后随烘干箱降到50℃;再将其从烘干箱内取下渗入脲醛树脂中静放10min,使环氧树脂充足浸演套管;预浸过的套管在60℃的烘干箱内风干1h。预浸好的套管剪为所需长短的段儿备用。套管段儿的长短依据产品尺寸明确,以不危害抑制时原材料在结构内填充而又能对制件易开裂位置具有提升功效为宜。
押注成型
将浸有脲醛树脂的玻璃纤维套管段儿套在压注模内的外螺纹型芯上,合闭模貝,随后在45t四柱液压机上押注成型。押注成型加工工艺标准为:
发热板溫度180一200℃。抑制工作压力15~20MPa(表压)。隔热保温保压時间8~10min。
按之上加工工艺方式抑制成型的基座,玻璃纤维套管与制件变成一个总体。
制件检测
1、制件外型检测
改装玻璃纤维套管后抑制的基座末见开裂状况。尽管在制件上仍由此可见熔接线存有,但制件无开裂。一种简单的检测方式是,将鲜红色或蓝色黑墨水涂在制件外观设计熔接线处,观查黑墨水是不是从其中螺纹孔内外渗,若渗出来,则表明该点有裂痕。
2、制件特性检测
将制件按技术性标准规定开展高、较低温老化测试及震动、冲击性、耐湿冷实验,其物理性能及电气性能均合乎技术性标准指标值规定。实验过的基座未发觉开裂状况。选用之上加工工艺方式抑制成型的基座零件,历经存储、构件安装,整个机械安装应用,均未产生开裂状况,性能指标优良。基座零件从熔接线处开裂的问題获得彻底去除。





















 诺亚威陈小姐
诺亚威陈小姐
 诺亚威陈先生
诺亚威陈先生
 诺亚威客服
诺亚威客服
 诺亚威公众号
诺亚威公众号



扫一扫微信咨询